咨询热线:18915258107
咨询热线:18915258107

联 系 人 : 严文鼎
网 址 : www.wxshuowei.com
1、对零件的定位精度要求更高,焊缝相对位置精度较高,应≤1mm。
2、由于焊件一般由多个简单零件组焊而成,而这些零件的装配和定位焊,在焊接工装夹具上是按顺序进行的,因此,它们的定位和夹紧是一个个单独进行的。
3、机器人焊接工装夹具前后工序的定位须一致。
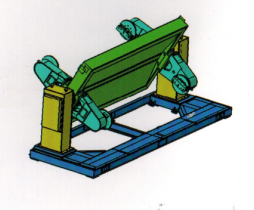
4、由于变位机的变位角度较大,机器人焊接工装夹具尽量避免使用活动手动插销。
5、机器人焊接工装夹具应尽量采用快速压紧件,且需配置带孔平台。以便将压紧快速装夹压紧。
6、与普通焊接夹具不同,机器人焊接工装夹具除正面可以施焊外,其侧面也能够对工件进行焊接,可以无限延伸。
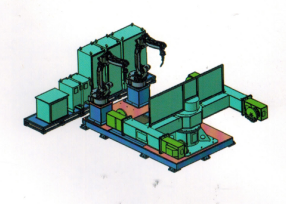
利用CATIA软件对焊接夹具进行计算机辅助设计,设计出基板、L座、定位销、压紧块等,这样既提高了设计精度,又缩短了研发周期,并在CATIA软件中将机舱分总成数据和焊接夹具装配在一起,模拟其装夹,分析焊接夹具方案的可行性及操作方便性。简单介绍了检具的设计原则,将在改进后的焊接夹具上焊接完成的机舱分总成放在检具上进行检测,并和车身数据进行对比,验证了改进后的焊接夹具对车身尺寸控制的有效性。
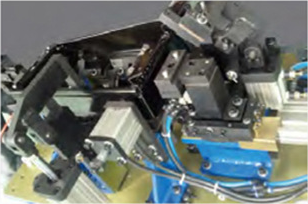
焊接夹具是由底板、支基和气控这三个部分共同来组成的。汽车车身焊接夹具最常见的结构就是系统中的定位元件和夹紧元件这两个重要元件来构成的。其中的定位元件包括定位块和定位销等。这两者均采用的是可以进行调节调试的组织结构,它们可以通过对垫片数量的具体情况调整来达到对定位块的精确位置的具体调整。

 全国服务热线: 18915258107
全国服务热线: 18915258107
公司地址:无锡市硕威智能焊接装备有限公司
联系方式:18915258107
网址 :www.wxshuowei.com