咨询热线:18915258107
咨询热线:18915258107

联 系 人 : 严文鼎
网 址 : www.wxshuowei.com
焊接夹具:
为保证焊件尺寸,提高装配精度和效率,防止焊接变形所采用的夹具。
介绍:
焊接夹具:焊接用的夹具。
在焊接时,用来定位,固定工件,这就需要有夹具才行。不然的话焊接产生大量的热量。由此有很大的热应力,工件很自然就变形了,以致达不到形位公差要求。有夹具的话虽然有应力,但不会让它变形,
焊接件要求通过回火去除应力。
焊接夹具的功能是为了实现零件的正确装配,保证零件正确搭配和完成焊接。工程上通常从装配精度、缩短制造周期和可调整性等方面来评价焊接夹具设计的优劣。定位是焊接夹具最基本的元素,也是设计过程主要考虑元素,定位设计规范化在很大程度上提高焊接夹具的性能,缩短周期,提高效益。
1、“N-2-1”定位原理
一般的物体定位按照六点定位原则,即可确定正确位置。对于零件的定位,如果仅靠六点定位规则定位,将无法保证零件的正确位置和形状,因此,在焊接夹具的设计中,经常有过定位的方式定位,即N大于3。“N-2-1”定位原理更加适合焊接夹具设计,防止薄板变形,在汽车焊接夹具上已广泛应用。根据零件的形状和考虑焊接夹具制造成本、焊接可操作性等考虑,夹具定位元件的数量N一般选取4-6。
2、定位基准统一
基准统一是机械加工工艺设计的基本思想之一,焊接夹具设计定位基准统一要求保证两点:
① 保证焊接夹具设计基准与车身设计基准、冲压基准、检测基准的统一;
② 保证焊接夹具设计基准在分总成、总成、车身焊接总成的各总成之间保持前后统一。
基准统一保证了车身焊接精度,便于查找质量问题原因,提高管理水平。
3、定位结构规范化
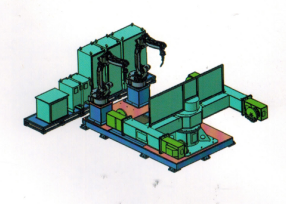
焊接夹具基本结构,包括固定平台式底座、定位部件、紧固件连接、气动-杠杆复合夹紧、操作高度可调。
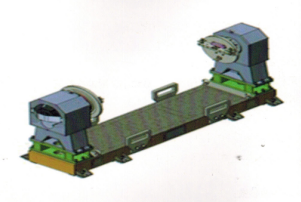
① 固定平台式底座
固定平台式底座有2种:一种是Q235平板式,见上图1的固定平台。选用平板式的原则:夹具固定平台面积在1200×500以下的,一般选用平板式。另一种是焊接件式。选用该结构的原则:夹具固定平台面积在1200×500以上的,一般选用焊接件式。焊接件由基板、槽钢、垫板焊接而成,结构规范化。
② 定位部件:
定位部件是焊接夹具最基本单元,定位部件规范化设计是焊接夹具定位设计规范化重要方面。定位部件的结构一般由角支座、连接板、定位块、压块、压板、调整垫片、销、销支架、限位、气缸等零部件组成。每个零部件可规范化,在设计时形成规范化设计。
汽车焊接夹具的结构及定位设计原理总结
角支座:也称定位部件底座,焊接件。材料Q235钢,厚16mm,结构和装配尺寸可规范化,高度尺寸根据设计要求具体确定,按50mm递增减等级选用。
连接板:连接作用,材料Q235钢,厚16mm。连接板功能是与角支座连接,安装气缸、定位块、压板、限位等,根据装配功能尺寸要求,图示气缸安装尺寸、角支座安装尺寸、定位块安装尺寸已规范化,其它尺寸根据设计要求具体确定。
定位块:定位零件作用,材料45号钢,厚16mm,热处理HRC38-43。根据装配功能尺寸要求,图示安装尺寸已规范化,型面定位尺寸根据设计要求具体选定确定。
压块:夹紧零件作用,材料45号钢,厚16mm,热处理HRC38-43。根据装配功能尺寸要求,图示装配尺寸已规范化,型面定位尺寸根据设计要求具体选定确定。
压板:气缸驱动压紧零件的连接机构,焊接件,材料Q235钢。根据装配功能尺寸要求,图示气缸、连接板的装配尺寸已规范化,其它尺寸根据设计要求确定。按经验设计法,两孔距离L等于气缸工作行程的一半,气缸张开角度位置最佳。
调整垫片:通过增减垫片达到夹具微调目的,组合件,厚度有1mm、0.5mm,材料Q235钢。根据装配功能尺寸要求,图示尺寸已规范化,其它尺寸根据设计要求具体确定。
销:零件主定位作用,一般有圆销和菱形销,圆销起主定位,菱形销起副定位作用。材料45号钢,热处理HRC38-43,销径d为孔径D-0.05mm,有效长度优先采用L大于等于20,并且其工作表面应高于工件6-8mm。根据装配功能尺寸要求,图示尺寸已规范化,其它尺寸根据设计要求具体确定。
销支架:连接销作用,材料45号钢,热处理HRC38-43,与销配合安装。根据装配功能尺寸要求,图示与连接板装配、销配合尺寸已规范化,其它尺寸根据设计要求具体确定。
限位:限位作用,组合件,由凸凹件配合,材料45号钢,热处理HRC38-43。与连接板、压板连接方式使用沉头内六角螺栓,图示装配尺寸已规范化,其它尺寸根据设计要求具体确定。

 全国服务热线: 18915258107
全国服务热线: 18915258107
公司地址:无锡市硕威智能焊接装备有限公司
联系方式:18915258107
网址 :www.wxshuowei.com