咨询热线:18915258107
咨询热线:18915258107

联 系 人 : 严文鼎
网 址 : www.wxshuowei.com
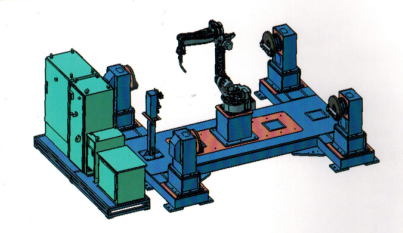
机器人工作站是指以一台或多台机器人为主,配以相应的周边设备,如变位机、输送机、工装夹具等,或借助人工的辅助操作一起完成相对独立的一种作业或工序的一组设备组合。
焊接机器人工作站正常运行的中枢是其控制柜中的计算机系统。焊接机器人工作站通过计算机系统对焊接环境、焊缝跟踪及焊接动态过程进行智能传感,根据传感信息对各种复杂的空间曲线焊缝进行实时跟踪控制,从而控制焊枪能够实现规划轨迹运行,并对焊接动态过程进行实时智能控制。由于焊接工艺、焊接环境的复杂性和多样性,焊接机器人工作站在实施焊接前,应配备其焊接路径和焊接参数的计算机软件系统。该软件要对焊缝空间的连续轨迹、焊接运动的无碰路径及焊枪姿态进行规划设计,并根据焊接工艺来优化焊接参数。

保证焊接机器人工作站焊接质量的方法
1、严格控制焊件的前期质量:制定焊接机器人专.用的焊接工艺,对零件尺寸、焊缝坡口、装配尺寸进行严格的工艺规定,设计精度较高的装配工装,手工电弧点焊改为CO2气体保护点焊,并打底预焊一层。经过多次试验对比,零件和坡口尺寸误差能控制在±0.8mm以内,装配尺寸误差控制在±1.5mm以内,焊缝出现气孔和咬边现象大幅降低,能达到满意的焊接质量。
2、增加焊接机器人的清枪程序,除去焊枪内的飞溅物:在焊接长焊缝(大于400mm)以前,或4~5条短焊缝(小于50mm)以后,增加清枪程序,使保护气体正常吹出,基本可使焊接气孔消失,不会出现击穿保护罩现象。
3、用大功率的空气压缩机:控制压缩空气在0.67MPa,机器人不再因压缩空气不足而出现停机现象。
4、定期清理焊丝导管,除掉积屑,保证焊丝平滑送出:根据多年实践证明,以四盘焊丝焊完后(即两个前车架焊接完毕后)除去导管内积屑为宜。
5、优化焊接参数:为获得合适的焊接参数,我们进行了大量的焊接模拟试验,对所得的参数进行优化组合,并进行了程序编码,存入命名的焊接参数程序。
6、对相同的焊缝、搜寻点,因位置不同,而不必重复编程,可进行焊缝、搜寻点拷贝。
7、焊枪程序编完后,存入命名的参数程序,在随后的工件编程中,可直接调用其程序编码,而不必重复编程。
8、焊枪姿态、焊丝伸出长度影响焊缝成形和焊接质量:焊接时,一般焊枪与焊件待焊平面保持75°~80°倾角,焊丝伸出长度为4-6mm,焊缝成形较好。
无锡市硕威智能焊接装备有限公司是一家z业设计和研发焊接设备及机器人系统集成的制造和销售商。主要经营和销售:日.本安川机器人、发那科机器人、ABB、KUKA。如:机器人螺柱焊接、机器人激光焊接、机器人激光切割、机器人搬运 、码垛、机器人铝焊接 弧焊接和点焊等非标自动化专机及系统集成等, 电阻焊机系列有,中频交直流电阻焊和多.功能扩散焊接设备。作为经营和销售焊接机器人专机及系统集成的厂商和制造商,拥有先进的机器人仿真模拟软件系统和技术团队,为众多厂商提供现场布局方案和生产节拍优化,节省生产线的空间和生产节拍效率的提高。

 全国服务热线: 18915258107
全国服务热线: 18915258107
公司地址:无锡市硕威智能焊接装备有限公司
联系方式:18915258107
网址 :www.wxshuowei.com