咨询热线:18915258107
咨询热线:18915258107

联 系 人 : 严文鼎
网 址 : www.wxshuowei.com
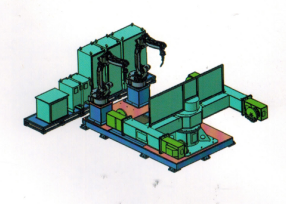
机器人工作站厂家告诉你焊接主机是如何组成的
专用车焊接生产线的焊接主机主要由主机架、琴键压板式气动夹具、焊接芯轴、芯轴托架、焊枪行走机构、焊炬升降机构、气动对中机构、焊枪调节机构及气路控制系统等部件构成。
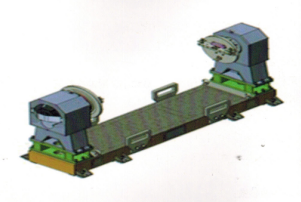
主机架:
主机架采用框架式焊接结构,具有足够的刚度和强度,满足设备长期使用时的稳定性。底座可用地脚螺钉固定,保证焊接时的稳定性。在主机架机柜的侧边开有小门,侧门内安装有气源处理单元、电磁阀等气动控制元件以及电气接线端子排等器件。
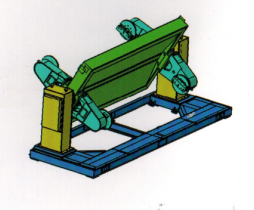
琴键式气动夹具:
琴键式气动夹具是专为纵缝焊接而独特设计的,压紧琴键具有特殊加压机构,琴键压指在压紧工件时具有向前的分力,能自动消除纵缝装配间隙。所有琴键压板通过柔性气囊在工件全长范围内将工件均匀压紧,配合焊接芯轴的焊接衬垫为工件提供良好散热冷却保护,为薄壁工件的优质、高效、无变形焊接提供可靠保障。
琴键式气动夹具由横梁、气囊、琴键压板等部件组成。横梁为焊接钢结构件,左右对称两套,具有足够的刚度和强度,保证在使用过程中不变形。琴键式气动夹具横梁与主机架组成一套悬臂梁结构,可方便需要纵缝焊接的圆筒形或别的封闭工件的装卸。夹具气囊装在横梁的内部,利用通入气囊的压缩空气,借助气囊膨胀,通过柔性气囊分配压力,顶压杠杆机构来压紧工件。
焊接芯轴为刚性圆柱体焊接结构,为工件提供背面支承与保护。芯轴顶部全长镶嵌可更换背保护紫铜衬垫,在焊接时为工件提供良好的散热冷却保护。沿背保护衬垫顶部表面加工出焊缝背面反射成形的凹槽,可为工件焊接时提供单面焊双面成形。芯轴的垂直高度可通过机座上的调节螺杆进行调节,以适应不同板厚的焊接需要。背保护衬垫凹槽内加工出多个小孔,等距排列,用于通背面成形保护气体,在工件背面充满保护气氛,形成保护气垫,为工件提供背面气体保护。芯轴还可另外设计加工为水冷芯轴,在大电流焊接或连续焊接时对背保护衬垫进行冷却散热保护,并增加工件的散热效果,提高产品质量。
芯轴托架:
芯轴托架固定在琴键式气动夹具两端横梁上,焊接前用托架将焊接芯轴端部锁紧,使横梁与焊接芯轴连接成一个整体,这样焊接芯轴与横梁之间不会因琴键压板压紧工件后的压力而变形,保证其钢度。
焊枪行走机构:
焊枪行走机构由滚动滑板通过导轨导向和驱动机构驱动,可在横梁导轨上作等速移动。导轨横梁截面为方形,强度高、重量轻。导轨导向采用经加硬处理的导轨条镶嵌而成,行走采用齿轮齿条传动方式。行走电机带动齿轮与齿条啮合部分采用浮动方式,避免加工精度或齿条的变形造成行走机构行走的不稳定或降低行走精度。横梁导轨两端设有行程限位开关对行走机构限位保护,确保滑板不会冲出导轨,造成设备损坏。在焊接起始位置设有接近传感器检测焊接原位,使每次焊枪复位位置及焊接起始位置一致。
焊枪行走机构滑板上装有手动焊枪二维微调机构,可对焊枪进行X、Y两个方向的微调。滑板上还可安装自动送丝机构、焊接摆动机构、自动弧长控制机构,及其控制器等部件,在焊接时与焊枪一同运动。所有移动的电缆、气管均压装在横梁导轨后面的电缆保护拖链中,并经保护拖链进入机座电气安装板上的接线端子排。
焊炬升降机构的提升和下降动作采用气动方式驱动,具有结构简单、动作快捷平稳、重复精度高、操作方便等优点。升降动作的导向部分采用了直线滚动导轨,确保了动作的稳定、灵活,以及升降动作的重复精度。
焊枪调节机构:
手动焊枪调节机构采用丝杠螺母传动,以及矩形块导向方式对焊枪进行调节,动作灵活、间隙小。该调节机构可在X、Y二个方向的位置上对焊枪位置进行微调,使焊枪能够方便、准确地对准焊缝。
气动对中机构:
气动对中机构为两个四连杆铰链机构组成,由微型气缸驱动伸出或缩回。为对接的薄壁工件纵向与焊缝对中、靠齐提供基准,非常轻松、容易地完成焊缝对中。整个气动对中机构小巧、灵活、强度高、定位准确,可保证对中动作的准确、可靠。机构在X、Y方向均可调节,以适应不同的工件及调整方便。


 全国服务热线: 18915258107
全国服务热线: 18915258107
公司地址:无锡市硕威智能焊接装备有限公司
联系方式:18915258107
网址 :www.wxshuowei.com